7×24小时服务热线
13722743219

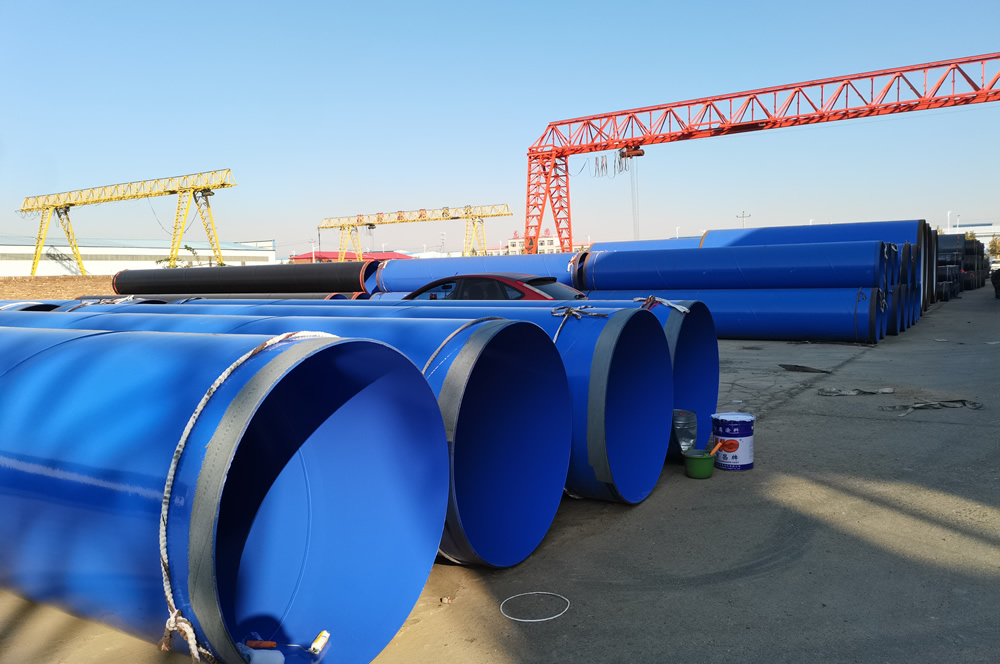
螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。

无缝钢管与螺旋缝钢管施工工艺:
钢管运至现场后,首先根据设备及管件位置进行排管,并在现场将每根钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装,以管道保温层的保护。
修口、对口
修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切割,清除熔渣后再用砂轮打磨平整。
对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平→管道拉线找直→点焊接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊完,每层施焊的引熄弧点须错开。
(1)管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、间隙,应符合规范规定;不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。
(2)对口时应使内壁齐平,采用长的直尺在接口内壁周围顺序贴靠,错口的允许偏查差应为0.2倍壁厚,且不得大于2mm。
(3)对口纵、环向焊缝的位置应符合下列规定:
a、纵向焊缝应在管道中心垂线上半圆的((B)((D)(F)(E)空气吹扫过程中,当目测排气无烟尘时,应在排气口设置涂白漆的木制靶板检验。
上一篇:直埋保温管表面除锈有几种方法
下一篇:螺旋钢管表面除锈和防腐