7×24小时服务热线
13722743219

1 范围
本标准规定了由高密度聚乙烯外护管、聚氨基甲酸酯(以下简称聚氨酯)硬质泡沫塑料保温层及钢管组成的预制直埋保温管(以下简称保温管)的结构、技术要求、试验方法和检验规则等。
本标准适用于输送介质温度(连续工作温度)不高于120℃,偶然峰值温度不高于140℃,工作压力不大于2.5MPa保温管的制造与验收。工作在不同温度下氨酯硬质泡沫塑料最短预期寿命的计算见附录B(提示的附录)。
2 引用标准
下列标准所包含的条文,通过在本标准中引用构成为本标准的条文,本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1033—1986 塑料密度和相对密度试验方法
GB/T 2828—1987 逐批检查计数抽样程序及抽样有(适用于连续批的检查)
GB/T 3682—1983 热塑性塑料熔体流动速率试验方法
GB/T 4217—1984 热塑性塑料管材的公称外径和公称压力(公制系列)
GB/T 6342—1996 泡沫塑料与橡胶 线性尺寸的测定
GB/T 6343—1995 泡沫塑料和橡胶 表观(体积)密度的测定
GB/T 6671.2—1986 聚乙烯(PE)管材纵向回缩率的测定
GB/T 8163—1987 输送流体用无缝钢管
GB/T 8804.2—1988 热塑性塑料管提伸性能试验方法 聚乙烯管材
GB/T 8806—1988 塑料管材尺寸测量方法
GB/T 8813—1988 硬质泡沫塑料压缩试验方法
GB/T 8923—1988 涂装前钢材表面锈蚀等级和除锈等级
GB/T 9711.1—1997 石油天然气工 输送钢管交货技术条件 第1部分:A级钢管
GB/T 10297—1988 非金属固体材料导热系数的测定 热线法
GB/T 10799—1989 硬质泡沫塑料开孔与闭孔体积百分率试验方法
GB/T 12811—1991 硬质泡沫塑料平均泡孔尺寸试验方法
GB/T 13018—1991 聚乙烯(PE)管材 外径和壁厚极限偏差
GB/T 13021—1991 聚乙烯管材和管件碳黑含量的测定 热失重法
GB/T 14152—1993 热塑性塑料管材耐外冲击性能试验方法 真实冲击率法
CJ/T 3022—1993 城市供热用螺旋缝埋弧焊钢管

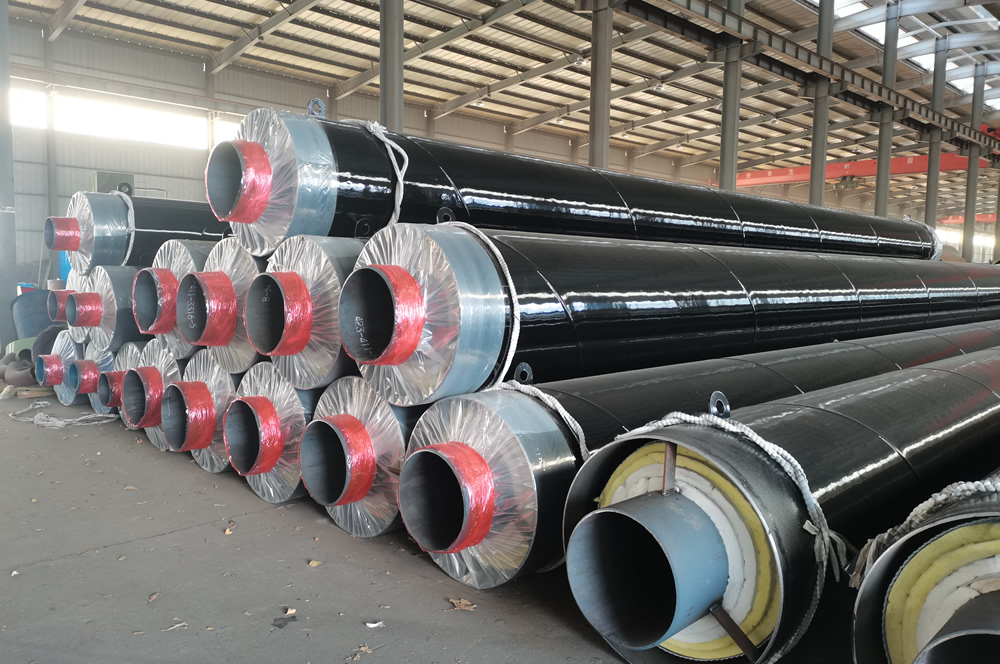
3 产品结构
3.1 保温管的结构见图1(略)。
3.2 保温和审由钢管、聚氨酯硬质泡沫保温层和高密度聚乙烯外护管紧密结合的预制管。保温层内可有报警线和支架。
4 技术要求
4.1 钢管
4.1.1 钢管的材料、尺寸公差及性能应符合CJ/T 322或GB/T 9711.1或GB/T 8163标准规定。
4.1.2 钢管的外径尺寸和最小壁最应符合表1(略)的规定。
4.1.3 发泡前钢管表面应加以清理,去除铁锈、轧钢鳞片、油脂、灰尘、漆、水分或其他沾染物。
钢管表面锈蚀等级应符合GB/T 8923—1988中A、B、C规定,除锈等级应符合GB/T 8923——1988中Sa2规定。
4.2 外护管
4.2.1 外护管使用温度条件应控制在-50℃~+50℃。
4.2.2 外护管原材料性能
4.2.2.1 密度和成分
外护管使用高密度聚乙烯塑料制造。聚乙烯树脂的密度应为935kg/m3~950kg/m3。
应使用有助于外护管生产及提高外护管性能的添加剂,如抗氧剂、紫外线稳定剂、碳黑(或由碳黑预制的色母料)等。
所添加的碳黑应满足下列要求:
——密度:1500kg/m3~2000kg/m3;
——甲苯萃取量:≤0.1%(质量百分比);
——平均颗粒尺寸:0.01μm~0.25μm。
4.2.2.2 回用料
可以使用不超过15%(质量百分比)的洁净的回用料,但回用料必须是制造商自己的产品产生的。
4.2.3 外护管性能
4.2.3.1 外护管密度不应小于940kg/m3。
碳黑含量的应为2.5%±0.5%(质量百分比值,碳黑应均匀分布于母材中。当按5.2.2规定进行试验时,应满足下列要求:
——碳黑结块、气泡、空洞或杂质尺寸不应大于100μm。
——外护管不允许出现色差条纹。
4.2.3.2 熔体流动速率
外护管供应方就注明外护管的熔体流动速率值,以便于外护管焊接时参考。
当两个外护管焊接时,其熔体流动速率的差值不应大于0.5g/10min。
4.2.3.3 外护管外观
外护管应为黑色,其内外表面目测不应有损失其性能的沟槽。不允许有气泡、裂纹、凹陷、杂质、颜色不均等缺陷。
管两端应切割平整,并与管的轴线垂直,角度误差应小于2.5°。
4.2.3.4 拉伸屈服强度及断裂伸长率
外护管任意位置的拉伸屈服强度不应小于19MPa、断裂伸长率不应小于350%。
4.2.3.5 纵向顺缩率
外护管任意管段的纵向回缩率不应大于3%。纵向回缩率试验结束时管材表面不应出现裂纹、空洞、气泡等缺陷。
4.2.3.6 外护管的长期机械性能
外护管的长期机械性能应满足表2(略)的要求。
4.2.4 外护管规格
4.2.4.1 预制保温用外护管的公称外径和最小壁厚应符合表3(略)规定。
4.2.4.2 外护管外径和壁厚允许的极限偏差应符合GB/T 13018规定。
4.3 保温层
保温层材料采用聚氨酯硬质泡沫塑料。
4.3.1 泡沫结构
泡沫体应无污斑、无收缩分层开裂现象。泡孔应均匀细密。按5.3.1的要求试验时,沿径向测量的泡孔平均尺寸不应大于0.5mm。
按5.3.2的要求试验时泡沫的闭孔率不应小于88%。
泡沫应均匀地充满工作钢管与外护管间的环形空间。按5.3.3的要求试验时,任一保温层截面上空洞和气泡的面积总和占整个截面面积的百分比不应大于5%;单个空洞的任意方向尺寸应不超过同一位置保温层厚度的1/3。
4.3.2 泡沫密度
按5.3.4的要求试验时,保温层任意位置的泡沫密度不应小于60kg/m3。
4.3.3 压缩强度
按5.3.5的要求试验时,保温层泡沫径向压缩强度或径向相对形变为10%时的压缩应力不应小于0.3MPa。
4.3.4 吸水率
在常压沸水中浸泡90min后,泡沫的吸水率不应大于10%。
4.3.5 导热系统
未进行老化的泡沫保温层50℃状态下导热系数λ50不应大于0.033W/(m/·K)。
4.4 保温管
4.4.1 保温管保温层厚度应保证外护管在-50℃~+50℃温度范围内正常使用。
钢管两端头应留出150mm~250mm裸露的非保温区以备焊接。
4.4.2 外护管外径增大率
保温管发泡前后,外护管任一位置同一截面的外径增大率不应大于2%。
4.4.3 轴线偏心距
保温管任一位置外护管轴线与钢管轴线间的距离应符合表4(略)规定。
4.4.4 预期寿命与剪切强度
4.4.4.1 正常使用的保温管寿命,在120℃下连续工作至少30年。
4.4.4.2 保温管轴向剪切强度及试验方法应符合表5(略)规定。
4.4.5 抗冲击性
按5.4.3测试时,外护管不应有可见裂纹。
4.4.6 报警线与报警线、报警线与钢管之间的电阻值为20MΩ~∞。
5 试验方法
5.1 通则
若本产品标准中的测试要求与其他标准提供的参考不一致,则本标准规定优先使用。
全部试样应是产品中有代表性的。
5.1.1 试样
5.1.1.1 外护管性能试样应从室温(23℃±2℃)下存放16h后的外护管上提取;保温层和保温管试样应分别在室温(23℃±2℃)下存放72h后的外护管上提取。
5.1.1.2 为检测保温层性能和保温管总体性能,试样应在同一根保温管的两端头提取,取样点距保温层端面应大于500mm。
5.1.1.3 从保温管保温层取样用以检测泡沫结构(4.3.1)、泡沫密度(4.3.2)、压强强度(4.3.3)、吸水率(4.3.4)和导热系数(4.3.5)时,应去除紧贴钢管和外护的泡沫皮具,清除层厚度应分别为5mm和3mm。
每个测试项目所需试样至少三个,试样应均匀分布在环形保温层的同一截面上。
试样的外形尺寸按GB/T 6342测定。测量精度0.02mm。
5.3 外护管
5.2.1 密度
密度测试应按GB/T 1033执行。
5.2.2 碳黑弥散度
碳黑弥散度应通过在显微镜下观察塑料切片来确定。切片厚度约25μm,面积约15mm2。
每次试验制备6个切片,在外护管的同一截在由均匀取样。显微镜的放大倍数应选用100倍。
5.2.3 碳黑含量
碳黑含量测试应按GB/T 13021执行。
5.2.4 熔体流动速率
熔体流动速率测试应按GB/T 3682—1983中试验条件4执行。
5.2.5 外观
外护管内外表面无放大目测(见4.2.3.3)。
5.2.6 拉伸屈服强度及断裂伸长率
拉伸屈服强度及断裂伸长率测试应按GB/T 8804.2执行。
5.2.7 纵向回缩率
纵向回缩率测试应按GB/T 6671.2执行。
5.2.8 外护管的长期机械性能
试样按图2(略)和表6(略)机制面成。在恒温80℃±1℃、恒定拉力1.0MPa±0.04MPa下浸入含2.0%表面活性剂的水溶液中测试。
表面活性剂壬酚聚乙二醇醚或仲辛基聚氯乙烯醚[TX-10];
应对溶液不断进行搅拌,以确保溶液均一,防止表面活性剂沉淀 ;
应切取6个试样进行测试,试样沿我护管轴一方向切取,取样位置应在同一截面均匀分布;
记录破坏时间,计时精确到±12h;
计算出6个试样的几何平均值,偏差超过二倍标准偏差的测试数据应删除。
如果试验进行1500h后试样没有破坏,则试验可以停止,并判定试样满足要求。
5.2.9 外护管尺寸
外护管尺寸检测应按GB/T 8806执行。
5.3 硬质泡沫塑料试验方法
5.3.1 泡孔尺寸
泡孔尺寸检测应按GB/T 12811执行。
在保温层中心沿径向取样,试样长度至少20mm。
5.3.2 泡沫闭孔率
泡沫闭孔率检测应按GB/T 10799执行。
可以与GB/T 10799中规定的试样尺寸存在并异。若按5.1.1.3无法从保温层上切取满足尺寸要求的试样,则尺寸可以是25×25×t(mm),其中t为保温层径向最大允许厚度。
5.3.3 保温层截面上空洞、气泡百分率的测定
可距外护管端头1.5m,切5刀形成4个环状切块(环状切块民括外护管和泡沫保温层),每个环状切块长100mm。要求切面平整完好,并且切面垂直于保温管轴线。
次序肃剥开4个100mm长的环状切块,露出保温层环形切面,测量环形切面上空洞和气泡尺寸。
对大于6mm的空洞和气泡(平面上任意方向测量),应在两个相互垂直方向上测量其尺寸,这两个尺寸的乘积定义为空洞或气泡的面积。
小于6mm的空洞或气泡的面积。
所有被测空洞和气泡面积之和占保温层切表面面积的百分率作为测定结果。
5.3.4 泡沫密度
泡沫密度测试应按GB/T 6343执行。
按5.1.1.3从泡沫中心取3个试样(含空洞、气泡的试样舍弃),每个试磁尺寸为:30×30×t(mm),t为保温层径向最大允许厚度,但不应大于30mm。同样试样也可以取成30mm长的圆柱体(按轴线方向),直径为d,d为保温层径向最大允许尺寸,但不应大于30mm。
5.3.5 压缩强度
压缩强度测试应按GB/T 8813执行。
试样为30×30×t(mm)的立方体或直径30mm、高度为t的圆柱体,t为保温层径向最大允许尺寸,但不应小于20mm。
5.3.6 吸水率
5.3.6.1 仪器
天平,感量0.01g;
干燥箱;
干燥器;
浸泡桶,敞口容器或水池。
5.3.6.2 试样
试样尺寸:25mm×25mm×25mm的立方体或直径30mm、高度为25mm的圆柱体。
试样表面用细砂磨光。
每组试样数为3个。
5.3.6.3 试样处理
a) 把试试样放入50℃±3℃的干燥箱中干燥24h;
b)取出试样放入干燥器中冷却到室温,称重,精确到0.01g;
c)把试样重新放入干燥箱中4h,取出放入干燥器中自然冷却到室温(23℃±2℃),称重,精确到 0.01g;
d)将上述两次称重的结果相对比,两次称重值之差小于0.02g时,则可认为试样达到恒重,取后者的称重值作为试样质量(m0)。两次称重值之差大地0.02g时,应按c)重复进行,直到达到恒重要求。
5.6.3.4 测试步骤
测量试样线性尺寸,精确到0.02mm。计算出试样体积(V0),精确到0.01cm3。把试样放入浸泡桶内用网压住试样。把新鲜蒸馏水倒进浸泡桶仙,水位应高出试样上表面50mm(必须使样与水充分接触,两试样之间应保持一不定期距离,不得互相接触)。用短毛刷除去试样上的气泡。加热蒸馏水使试样浸在1atm沸水中90min,然一立即浸入23℃±2℃水中1h,取出试样,用滤纸轻轻吸去表面水,立即称重(m1),精确到0.01g。
按式(1)计算吸水率,数值修约到三位有效位数。
η0=![]() ×100%
×100%
式中:η0——试样吸水率;
m0——试样吸水前质量,g;
m1——试样吸水后质量,g;
V0——试样原体积,cm3;
P——蒸馏水的密度,g/cm3。
5.3.7 导热系数
导热系数测定应按GB/T 10297执行。
5.4 保温管试验方法
5.4.1 外护管外径增大率
通过测量外护管同一位置在发泡前后的周长,计算出直径增大量占原直径的百分比。
外径增长率=![]() ×100%
×100%
式中:D1——发泡后的外径;
D0——发泡前的外径;
5.4.2 预期寿命
5.4.2.1 预期寿命试验可按保温管老化试验进行,计算寿命见附录A(提示的附录)。
5.4.2.2 保温管老化试验
对于输送介质温度连续工作温度)高于110℃的保温管系统,在测量保温管轴向剪切强度前,应对保温管试样进行如下老化处理:
钢管公称直径DN>500时,保温管老化试样长度应为3m;
钢管公称直径DN≤500时,保温管老化试样长度应为2m;
老化过程:外护管应暴露在室温23℃±2℃状态中,钢管应保持在高温状态下。老化条件见表7(略)。
钢管升温速度:当温度小于100℃时,为25℃/h;当温度大于100℃时,为50℃/h;
钢管温度在老化过程中应连续记录,温度偏差±0.5℃;
老化后,试样自然降温至室温23℃±2℃状态。
5.4.3 老化后的保温管剪切强度
5.4.3.1 试验方法
取样:在符合5.4.2.2规定的保温和寂截取试样。试样应在距离管端至少1000mm处取得,其长度为保温层厚度的2.5倍,但不得小于200mm。所取试样端面应垂直于保温管轴线。
试验过程:在试验机上进行试验,试样按图3(略)放置向钢管端施加轴向力,试验机速度取5mm/min,直至试样破坏。记录最大轴向力并计算出轴向剪切强度。试验可以在试样轴线置于水平方向或坚直方向两种情况下进行。当试橛轴线置于竖直方向时,钢管的质量应以考虑。
三个试样测试结果的平均值作为测试结果。
剪切强度计算公式:
τax=Fax/L×d×π…………………………(3)
式中:τax——轴向剪切强度,MPa;
d——钢管外径,mm;
Fax——轴赂力,N(竖放时包括钢管质量);
L——试样长度,mm。
5.4.3.2 室温条件眄的轴向剪切强度按5.4.3.1测试。试样全部保持在室温(23℃±2℃)状态下。
5.4.3.3 高温条件下的轴向剪切强度按23℃±2℃状态5.4.3.1进行测试。测试过程中,外扩管应暴露在室温(23℃±2℃)状态中,钢管温度应控制在140℃±2℃。钢管升温速度:当温度小于100℃时,为25℃/h;当温度大于100℃时,为50℃/h。恒温30min后施加轴向力进行试验。
5.4.4 抗冲击性
试样在保温管上截取,试样长度应为外护管外径的5倍,但不应大于1.5m。试验应按GBT 14152执行。试验温度取20℃,落锤质量取3.0kg,落高2000mm。
在保温管试样上划等距离标缄,按GB/T 14152—1993中表1(略)确定等距离标线个数。
试验前将试样置于-20℃±1℃环境中3h,从保温设施中取出试样10s以内开始试验,试验应尽可能快速完成。
6 检验规则
依据GB/T 2828制定本规则。
6.1 组批
同一原料,同一配方,同一工艺条件生产的同一规格保温管作为一批,每批数量不超过50根。
6.2 抽样检验方案
6.2.1 方案一:合格质量水平AQL=6.5,一般检查水平Ⅱ。批量数、抽取样本单位数有格判定数见表8(略)。
6.2.2 方案二:合格质量水平AQL=4.0,特殊检查水平S-3。批量数、抽取样本单位数及合格判定数见表9(略)。
6.2.3 检验项目,抽样方案也可由供需双方商定。
6.3 出厂检验
6.3.1 保温管外护管的密度、拉伸屈服强度、断裂伸长率,保温管外径增大率按4.2.2.1、4.2.3.4、4.4.2有关规定进行检验。批合格判定数见表8(略)。
6.3.2 保温管保温层密度、保温管的尺寸偏差、轴向偏心距、绝缘电阻值按4.3.2、4.4.1、4.4.3、4.4.6有关要求进行检验。批合格判定数见表9(略)。
6.4 型式检验
6.4.1 若有下列情况之一,应进行型式检验。
——机关报产品的试制定型鉴定或老产品转厂生产时;
——正式生产后,如结构、材料、工艺等有较大改变,可能影响产品性能时;
——产品停产一年后,恢复生产时;
——出厂检验结果与上次型式检验有较大差异时;
——国家质量监督机构提出进行型式检验的要求时;
——正常生产时,每两年或累计产量达300km(按延长米计),应进行周期性型式检验。
6.4.2 型式检验按第4章规定全项目检验。
6.5 判定规则
6.5.1 样本中被检验出的不合格样本单位数不超过表8(略)、表9(略)中规定的批质量合格判定数时,则判定交付批合格;超过批质量合格判定数时,则判定交付批不合格。
进行批质量的判定。复验结果作为最终判定依据。
6.5.2 不合格批未经剔除不合格品时,不得再次提交检验。复验应按表(略)、表9(略)进行抽取样本单位数和进行批质量的判定。复验结果作为最终判定依据。
7 标志、运输、贮存
7.1器标志
保温管可用任何不损伤外护管性能的方法标志,标志应经受住运输、贮存和使用环境。
7.1.1 外护管
外护管生产者应在外护管上标志如下:
——外护管原材料商品名称及代号;
——熔体流动速率(MER)值;
——外护管外径尺寸和壁厚;
——生产日期;
——厂商标志。
7.1.2 保温管
保温管生产者应在外护管上标志如下:
——钢管外径和壁厚;
——钢材规格及等级;
——生产者标志;
——产品标准代号;
——发泡日期或生产批号。
7.2 运输
保温管必须采用吊带或其他不伤及保温管的方法吊装,严禁用钢丝绳直接吊装;在装卸过程中,严禁碰撞、抛摔在地面拖拉滚动。
长途运输过程中,保温管必须固定牢靠。不应损伤外护管及保温和层。
7.3 贮存
7.3.1 保温管堆放场地应符合下列规定:
——地面应平整、无礁石等坚硬杂物;
——地面应有足够的承载能力,保证堆放后不发生塌陷和倾倒事故;
——堆放场地应挖排水沟,场地内不允许积水;
——堆放场地应设置管托,管托应确保保温管外护管下表面高于地面150mm。
保温管必须采用吊带蔌其他不伤及保温和宾方法吊装,严禁用钢丝绳直接吊装;在装卸过程中,严禁碰撞、抛摔和在地面拖拉滚动。
长途运输过程中,保温管必须固定牢靠。不应损伤外护管及保温层。
7.3.2 保温管堆放高度不应大于2.0m。
7.3.3 保温管不得受烈日照射、雨淋和浸泡,露天存放时宜用蓬布遮盖。堆放处应远离热源和火源。
中华人民共和国建设部2000-04-12批准
上一篇:燃气用涂塑复合钢管
下一篇:蒸汽管道用钢套钢复合保温钢管


 冀公网安备13092102000247号
冀公网安备13092102000247号